玻璃钢原材料、辅料、工具一站式采购定制平台18年口碑相传 品质卓越
咨询热线:400-993-7117

咨询热线:400-993-7117

 来源:山川复合材料 发布日期
2018-04-29 09:48 浏览:-
来源:山川复合材料 发布日期
2018-04-29 09:48 浏览:-胶衣起皱是玻璃钢制品加工过程中极易出现一种胶衣缺陷,呈橘皮/桔皮状态。大部分玻璃钢工人一遇到问题,习惯性想到的是产品不好。究其原因,一是怕担责任,二是缺乏基础的玻璃钢知识。希望通过这篇文章后,能让你对胶衣起皱这个问题有一定的了解和认识。
引起胶衣起皱的因素有:胶衣太薄、固化不充分、温度太低、湿度大、通风不好、脱模剂未干燥、固化剂不足、有污染等等。
以下对几个主要原因进行分析说明:
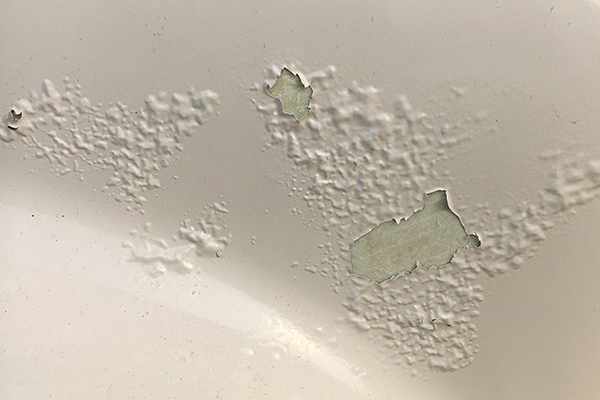
一、胶衣层过薄:苯乙烯渗透溶胀胶衣薄层,引起表面张力不均匀,形成皱皮现象。

尤其在玻璃钢制品立面或拐角位置,更易出现波皱。因为胶衣的凝胶时间,受环境温度及固化剂添加量影响最大,固化剂添加量好控制,温度不易调节。加上有的客户根本就没有恒温间,胶衣触变性差、长时间不凝胶,造成流挂,导致胶衣过薄,如上图。
解决办法:均匀喷射,厚度控制在0.4-0.5mm左右;同时控制好积层的固化时间,避免树脂长时间不凝胶;可适当调节喷涂胶衣的黏度(苯乙烯降低黏度,气相二氧化硅则是增加黏度,增强触变性)。

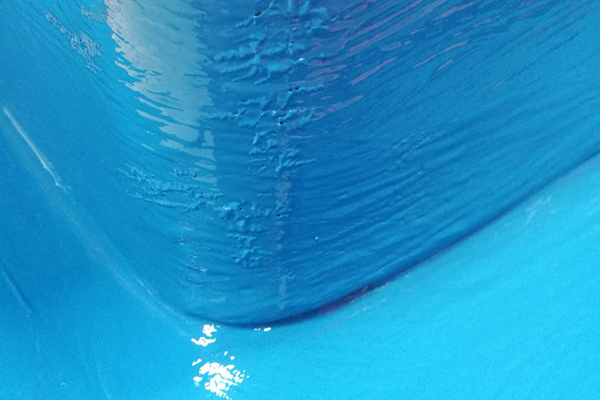
二、上增树脂强层过早:多是因环境温度低,在胶衣未完全固化时,过早的上树脂层合后,两者再次相容交联反应,导致固化不均匀,出现橘皮。从上图明显可以看到,后铺层已明显与胶衣融合,形成深蚯蚓的状态。
解决办法:一般胶衣凝胶在室温24℃下,一个半小时方可满足后续铺层要求。注意,目测手触胶衣面,沾手不沾胶状态即可。如有条件,可以在40-60℃恒温间1小时即可满足固化铺层要求。
以上两点是导致胶衣起皱最为常见的因素,首先检查这两点,再做其他因素排查。
胶衣层压后或期间起皱一般是由温度太低,凝胶时间长。涂层或者层压时间不够,模具内有湿气或者污染引起的。
仅供参考对比,因为每个客户的操作情况都不一样,在这里就不一一分析了,如果需要更多技术支持,请联系我们400-993-7117,会尽最大的努力,来解决你的问题。